
home > carpet news > product knowledge > axminster carpet
Product knowledge:
Axminster Carpet
Reproduced with kind permission of Carpet and Flooring Review
In the second of cfr’s extended series of articles helping sales staff learn more about the products they sell every day, we take a look at Axminster, with the help of Axminster Carpet’s Richard Lawrence
What is Axminster?
An Axminster carpet is a woven carpet: the tufts and the backing are woven together at the same time. This is distinctly different to a tufted carpet where the backing is glued on after manufacture. Although modern looms are far more efficient and produce a more uniform quality, the style of weaving has not changed for hundreds of years.
How is it Made?
After passing quality and colour control, the yarn leaves our spinning and dyeing mill at Buckfast, on the edge of Dartmoor, for delivery to the factory at Axminster. It is then wound onto bobbins which are positioned at the back of the loom on a creel. Up to 9,000 bobbins in a creel can feed a single loom.
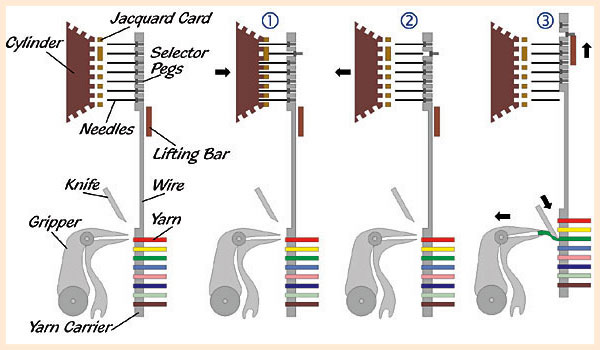
The Cylinder pushes against the Jacquard Card pressing the Needles relative to the holes and blanks in the card which in turn push the Selector Pegs out (1) The Cylinder then retracts and, when the Needles are clear (2) the Lifting Bar rises carrying the chosen Selector Peg to the top of it’s cycle thus lifting the Yarn Carrier the height of the Gripper ‘beak’ where the yarn is grasped by the Gripper withdrawn and cut by the Knife to the predetermined length (3) A ‘Dabbing Board’ at the top of the loom relocates the Selector Pegs in their slots (not illustrated).
It may be noted that there are eight ‘frames’ of yarn in the Yarn Carrier but only seven rows of Needles. This is because the Gripper operates at the top ‘frame’ level when the Yarn Carrier is at rest and therefore yarn at this level is presented automatically without any need for yarn selection.
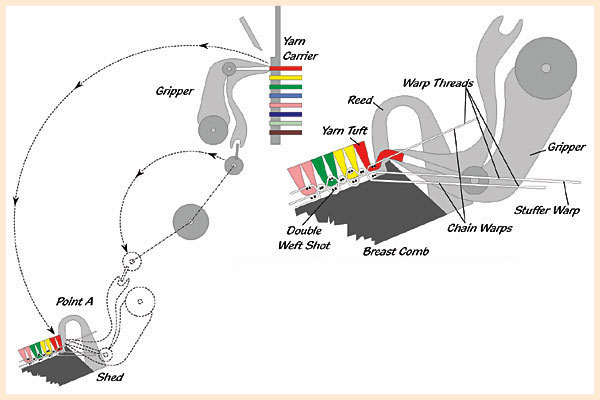
THE AXMINSTER GRIPPER LOOM - TUFT INSERTION
The Gripper rises to the Yarn Carrier and closes on the selected yarn and, after the yarn is cut to length, takes it down to the Shed and lays it against the Breast Comb. It then holds it in this position until a rigid needle is inserted at Point A, carrying with it a Double Weft Shot which is then ‘beaten up’ over the Breast Comb by the Reed, thus locking the Yarn Tuft in the carpet at this point. As the Gripper releases the tuft and rises to seize the next it lifts the back half of the tuft and so forms the ‘U’ shape of the pile tuft.
A Rake (not illustrated then moves over the just-formed row of tufts on the warp and draws them into a vertical position. Two more Double Weft Shots are inserted and ‘beaten up’
Polycotton warp threads are wound onto a large cylinder which is also located at the back of the loom, and twin rows of warps are fed into the loom.
Yarn is also fed through the back of the loom to a yarn carrier. A jacquard card or electronic jacquard selects which colour tuft is required in sequence to produce the desired design. The grippers then draw the pre-selected lengths of yarn, which are cut by a series of knives. The resulting tufts are positioned between the warps by the grippers and retained by the weft. A large rapier needle carries the jute weft between the warp threads, locking the tufts in place.
As the gripper returns to its starting position the alternate rows of warps move in a vertical motionbefore the next row of tufts is selected.
In this way a woven lattice of tightly packed cords and wool tufts build up to form a carpet under the expert supervision of the weaver. It takes eight hours to weave 100 square metres of top-quality Axminster.
Determining Quality
The quality of the carpet is determined by the number of tufts per square inch, the count or weight of the yarn, and the length of pile.
The newly woven carpet is lightly brushed, and then gently steamed before tip shearing removes any high points in the pile to give a smooth, level finish. It then moves on to the first of several rigorous inspections.
Highly trained inspectors view, and where necessary highlight, any imperfections in the woven pile. Quality statistics are input at this stage, and at other stages in the process. Any minor faults are then corrected by hand in a way that replicates the weaving process, before moving on to large passing tables for further inspection or correction if required.
The carpet is again mechanically brushed, and squared for alignment and symmetry. After further steaming to burst open the lush woollen pile, a coating of vinyl is applied to the back of the carpet to assist tuft retention and ease cutting and fitting. Further brushing is followed by a second and final tip-shearing operation to ensure a smooth, level finish.
A final examination, carried out by our most senior inspectors, then follows on a specially illuminated, tilting table.
Barcode identification enables traceability of the carpet’s processes and materials at each production stage.
Distribution
Large stocks of carpets are held at the warehouse, and their movements and allocations are controlled by a computerised management system.
Carpets are cut and sized to order requirements, before rolling and final packaging. The carpets are finally dispatched by the company’s own fleet of vehicles, ensuring prompt and reliable delivery direct from the factory to stockists.